

广东弘泰新材料有限公司(后续简称为“建设单位”)注册资本3000万元,拟在 肇庆市肇庆新区投资建设“弘泰新能源汽车零部件生产基地项目”。本项目选址位于肇庆市肇庆新区XQ-YA0328-D地块,临江大道北侧。项目总占地面积37194.5平方米,建筑面积46312平方米,拟建设4栋生产厂房、2栋综合办公楼及其他配套设施。主要生产铝合金型材构件、铝压铸件产品,建成后年产铝合金型材构件6万吨和铝压铸件1万吨。根据《中华人民共和国环境保护法》《中华人民共和国环境影响评价法》、《建设项目环境保护管理条例》和《广东省建设项目环境保护管理条例》等法律法规的有关规定,一切可能对环境造成影响的新建、扩建或改建项目必须实行环境影响评价制度。
根据行业分类情况,本项目所属行业为三十三、汽车制造业36—71、汽车零部件及配件制造367;三十、金属制品业33—67、金属表面处理及热处理加工、68、铸造及其他金属制品制造339;二十九、有色金属冶炼和压延加工业32—65、有色金属压延加工325;二十九、有色金属冶炼和压延加工业32—64、有色金属合金制造324.并且项目涉及阳极氧化工艺。根据《建设项目环境影响评价分类管理目录》(2021年版)中有关规定,化学镀、阳极氧化生产工艺按照本名录中电镀工艺相关规定执行,因此本项 目参照“三十 金属制品业”中“67、金属表面处理及热处理加工”中的“电镀工艺” 类别,需要编制环境影响报告书。为此,建设单位委托广州颐景环保科技有限公司承担 本项目的环境影响评价工作。
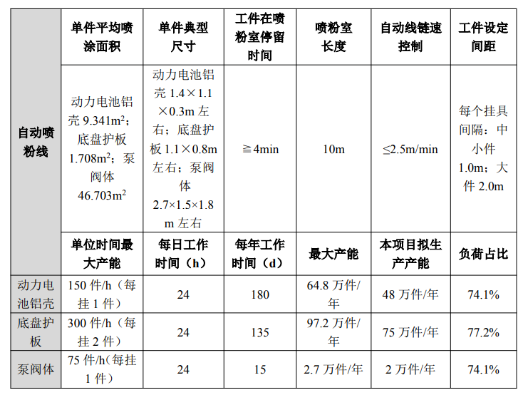
喷粉线产能分析:
本项目拟设置一条粉末涂装自动线,自动线中喷粉室设计10m长度,共有16支喷枪分布在喷粉室内,自动控制从不同角度进行喷涂,实现工件表面全覆 盖涂装作业。对于新能源汽车零部件的喷粉作业属于中高精度需求场景,喷粉强度控制在一定范围以内,可确保覆盖面积和喷粉量达到设定的要求。根据平均单件喷涂面 积设计挂件在喷粉室中停留时间,再结合喷粉室长度设计情况,确定自动线链速控制范围,最后根据挂件间间距设计分析喷粉生产线的生产能力。需要涂装工件分配不同工作时间,总工作时间不超过330d,相关参数分析见下表。
喷粉线产能匹配性分析
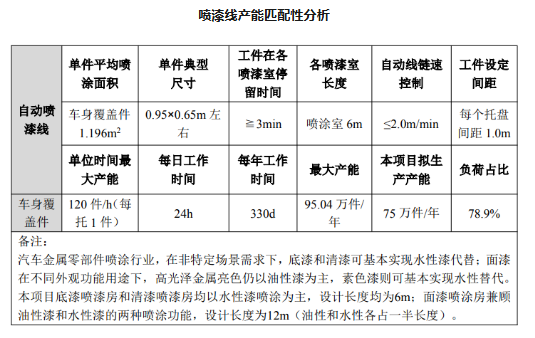
喷漆线产能分析:
本项目拟设置一条油漆喷涂自动线,分别设置底漆喷漆房(设置4支喷枪)、 面漆喷漆房(设置8支喷枪)、清漆喷漆房(设置4支喷枪),各房间之间为一 段工件传输密闭间(流平)连接。喷枪主要采样自动控制方式,采用机械手操作 从不同角度进行喷涂,实现工件表面全覆盖涂装作业。对于新能源汽车零部件的喷漆为三种类型喷涂作业,属于较高精度需求场景,喷漆强度控制在较低范围以内,来确保覆盖面积和喷漆厚度的双重较高精度。根据平均单件喷涂面积设计挂件在喷涂室中停留时间,再结合喷涂室长度设计情况,确定自动线链速控制范围,最后根据挂件间间距设计分析喷涂生产线的生产能力。需要涂装工件分配不同工作时间,总工作时间不超过330d,相关参数分析见下 表。
电泳线产能分析:
本项目拟设置一条电泳涂装自动线,其中,电泳池设计2个,每个电泳池尺寸均为8m×1.5m×2.5m;通过整流电场驱动涂料粒子均匀沉积于工件表面,来实 现工件表面全覆盖涂装作业。对于电泳线制约产能的主要是工件在电泳池的停留时间和进出时间,以及同 一时间内可以放置多少工件在电泳池内。
本项目各产品工件的电泳漆设计涂装厚度均为 20um,根据行业经验公式d= k√t(d电泳厚度um,t电泳时间min,k特性常数);k特性常数取11.6.代入可计算得t=3.0min(电泳停留时间)。考虑到电泳线设计挂件平行移动速度(2~3m/min)和升降移动速度(0.5~1.0m/min),本项目为较大的8m长度和2.5m高度(池液高度则按池体高度80%,取2.0m)的池体,整槽工件进出时间取12.0min为宜,总体一批工件电泳时间为15min。 本项目车身覆盖件按平均面积计算规格在0.95×0.65m左右,在本项目1.5m宽度和2.5m高度(池液高度则按池体高度80%,取2.0m)的电泳池槽液中,一个挂具可以横向放置三个工件。而为保证电泳过程中的电场均匀性和涂层质量,行业经验为电泳涂装线挂具间距在工件最大外廓尺寸的一半左右能兼顾质量与效率(至少大于 200m),因为间距过小会导致电场分布不均,边缘区域电流密度过高,可能引发涂层过厚或边缘效应,也容易导致涂层局部出现针孔、橘皮等缺陷。因此,两个挂具之间的间距可取0.50m,则8m长度的电泳池适合放置15个挂具,挂具之间共十四段间距共7.0m(0.5×14=7.0),前后挂具各留出0.50m与池壁之间的距离。综上,每个电泳池预计可放置15×3=45个车身覆盖件工件 同时进行电泳。
本项目底盘护板按平均面积计算规格在1.1×0.8m 左右,在本项目1.5m宽度和 2.5m高度(池液高度则按池体高度80%,取2.0m)的电泳池槽液中,一个挂 具可以横向放置两个工件。而为保证电泳过程中的电场均匀性和涂层质量,行业经验为电泳涂装线挂具间距在工件最大外廓尺寸的一半左右能兼顾质量与效率 (至少大于200m),因为间距过小会导致电场分布不均,边缘区域电流密度过 高,可能引发涂层过厚或边缘效应,也容易导致涂层局部出现针孔、橘皮等缺陷。
因此,两个挂具之间的间距可取0.50m,则8m长度的电泳池适合放置15个挂具, 挂具之间共十四段间距共7.0m(0.5×14=7.0),前后挂具各留出 0.50m 与池壁之间的距离。综上,每个电泳池预计可放置15×2=30个底盘护板工件同时进行电泳。 如果是泵阀体,按平均规格单件尺寸在2.7×1.4×1.8m左右,则一个电泳池最多同时放置两个泵阀体进行作业。需要涂装工件分配不同工作时间,总工作时间不超过330d,相关参数分析见下表。
电泳线产能匹配性分析

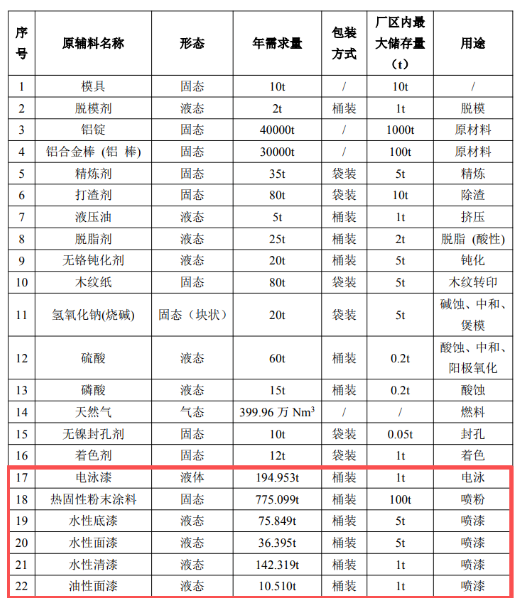
原辅材料使用情况一览表
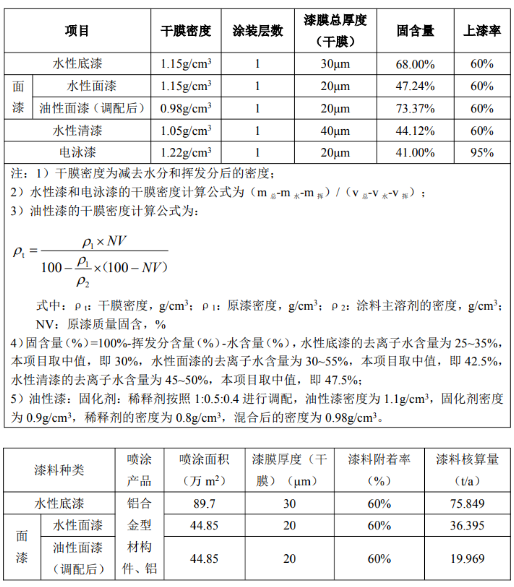
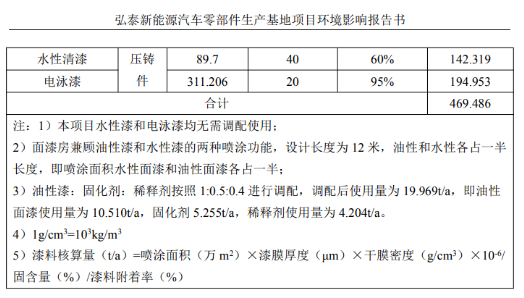
油漆用量核算 根据建设单位提供资料,项目需喷漆产品为89.700万m2、喷粉产品为669.874万m2、电泳产品为311.206万m2.根据建设单位提供资料,本项目水性底漆、面漆、清漆和电泳漆均无需调配 使用。油性面漆需要调配后使用,油性漆:固化剂:稀释剂的比例为1:0.5:0.4. 本项目喷漆产品涂装为1层底漆+1层面漆+1层清漆,底漆漆层厚度为15μm、 面漆漆层厚度为20μm、清漆漆层厚度为30μm;电泳漆1层,漆层厚度为20μm。
项目喷漆为产品—自动线喷漆线。根据《喷漆工序有机废气源强的估算比较》 可知,电泳涂装效率为 95%以上;根据参照《汽车工业污染防治可行技术指南》(HJ1181-2021): 表 9“采用电泳超滤技术可使电泳材料利用率达到98%以上”,保守起见本项目电泳浸涂效率取95%。 参考《广东省表面涂装汽车制造业)挥发性有机废气治理技术指南》(粤环 (2015)4 号)中2.1.3 涂装技术可知,静电喷涂涂料利用率约为60~70%,保守起见本次评价取 60%。
喷粉用量核算本项目参考《喷漆工序有机废气源强的估算比较》静电喷粉设计的一次上粉率为70%(行 业均值),并配置了两级回收粉末设施。第一级旋风风离预计分离约80%大颗粒粉末,这些粉末回收到供粉系统中回用;第二级滤芯过滤约95%细颗粒粉尘,则不再回用(因为细粉粒径较小,影响涂层厚度和上粉率)。按照上述上粉率和回 收率,多次回用后可计算出综合附着率为 89%。
喷粉用量计算情况一览表
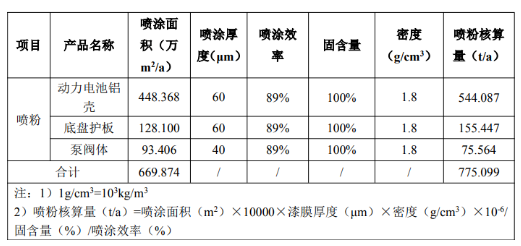
由上表计算结果可知,本项目热固性粉末涂料用量为775.099t/a,本次评价 以热固性粉末涂料用量775.099t/a,对污染物产排情况进行核算。 综上,涂料使用量根据计算公式计算,经工程分析可知,本项目涂料的理论用量与企业提供的各漆种用量基本吻合,本环评污染源废气产排情况计算以核算用量为准。