为抓住市场机遇,神州芯彩(南通)环保科技有限公司租赁已建的闲置厂房,购置混合机(GHJ-500)、双螺杆挤出机(SLJ-70B)、压片机(JFY-610)、磨粉机(ACM-30)等66台(套)设备,实施塑粉生产项目,项目建成后年产9000吨塑粉。本项目产品塑粉可用于新能源汽车以及汽车零部件表面喷涂,作为配套产业符合“节能与新能源汽车及氢能产业园”的产业定位。
根据备案证塑粉生产项目分两期进行建设,一期项目购置6条生产线,年产3600吨塑粉,二期项目购置9条生产线,年产5400吨塑粉。本次环评仅针对一期年产3600吨塑粉生产项目进行评价,二期项目需按照相关要求另行申报。
一期项目共设置6条生产线,每条生产线包括1台混合机、1台双螺杆挤出机、1台压片机、1台磨粉机,每条线的生产能力为0.3t/h。项目产能为3600t/a,企业设计年工作时间为2400h,满负荷工作可生产0.3*6*2400=4320t/a产品,满足产能要求。本项目生产线工作时间为3600/0.3/6=2000h/a。
主要工艺说明如下:
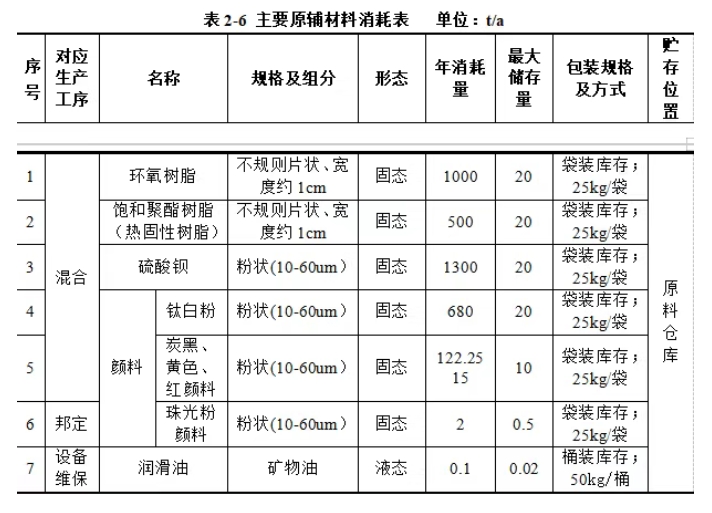
(1)配料:本项目原料环氧树脂、饱和聚酯树脂、硫酸钡、颜料进厂时均为袋装,其中环氧树脂、聚酯树脂为不规则粒状,硫酸钡、颜料为粉状。使用时将物料整袋放料斗中,后人工从包装袋底部割袋下料,割包后的物料通过自动配料系统称量后经密闭管道送入混合机内,能有效避免粉尘的产生。该工序工作时间为2000h。
产污环节:此工序产生G1配料废气、S1废包装材料以及设备运行N噪声。
(2)混合:混合过程在密闭混合机内进行,将配料好的原料进行高速搅拌,使其搅拌均匀。该工序工作时间为2000h。
产污环节:此工序产生G2混合废气、设备运行N噪声。
(3)挤出:混合后的物料密闭自动输送至双螺杆挤出机内,物料通过在螺筒内紧密高速同向旋转的两根螺杆,经输送熔融、挤出螺筒时,由固态变成胶体状态。最后通过螺筒内高速同向旋转的双螺将物料向螺的前方推出。双螺杆挤出机采用电加热,温度保持在110~120℃,挤出过程采用循环水进行间接冷却。该工序工作时间为2000h。
产污环节:此工序产生G3挤出废气以及设备运行N噪声。
(4)压片:经双螺杆挤出机挤出的物料进入压片机滚轴压成1~3mm厚度的片状,滚轴内通入冷却水冷却(间接冷却,使得混料被挤出后可迅速降温,在滚轴末端时基本上为室温状态),最后连成片状的混料再经压片机剪切成大小约为1-2cm宽的片状物料,以利于后续磨粉。
产污环节:此工序产生设备运转N噪声。
(5)磨粉、过筛:剪切后的片状物料进入密闭磨粉机内打磨成粉。磨粉机内带有分级装置,具有可调的自动分级功能,筛选时也为密闭状态。物料通过磨粉机粉碎成所要求的粒度,然后通过分级过筛,收集适宜的粒度分布的塑粉,不合格规格的重新自动返回磨粉工序。该工序工作时间为2000h/a。

产污环节:此工序产生G4磨粉废气、G5过筛废气以及设备运转N噪声。
(6)邦定:根据客户要求,为了粉末涂料有较好的珠光效果,需要对部分粉末进行邦定(塑粉用量198.006t/a,珠光粉用量为2t/a,产品产量为200t/a)。邦定工艺是通过物理结合方式将珠光粉与塑粉按照一定的比例进行固结的技术。塑粉采用密闭管道转移,珠光粉人工进行拆包,将物料整袋放入料斗中,后人工从包装袋底部割袋下料,割包后的物料通过自动配料系统称量后经密闭管道送入邦定机进行高速混合,通过高速旋转产生的摩擦热,使物料温度升至接近树脂的玻璃化温度,树脂的玻璃化转变是指从玻璃态转变为高弹态,变得柔软且具有弹性,从而使得珠光粉与塑粉颗粒粘结在一起。项目使用的塑粉主要为环氧树脂、聚酯树脂,玻璃化转变温度通常在50~60℃。邦定时邦定机夹套内通入循环冷却水控制温度,温度控制在50~60℃,在此温度下树脂不会熔融,树脂中游离的单体挥发性有机物得不到释放,不产生有机废气。该工序工作时间为2000h。
产污环节:此工序产生G6邦定投料废气、G7邦定废气以及设备运转N噪声。
(7)包装:将成品塑粉自动称量后包装入库。该工序工作时间为2000h。
(来源:如皋经济技术开发区)