

纳梁(上海)新材料科技有限公司:席浩昌
【中国涂料采购网】上海洋山港码头是以集装箱为主要物流模型的海港码头,吞吐量大。港口机械有集装箱岸桥,浮式起重机,龙门吊机等。建港已有十余年,这些港机外侧涂层一直处于ISO12944-2国际标准所定义的,C4沿海地区锈蚀比较严重的大气环境中,加上集装箱吊装时的碰撞等机械损伤;使港口机械外侧漆膜有一定的锈蚀。港区领导坚持环保、节能的原则,决定采用水性涂料配套,对港机外侧涂层进行大修。
纳梁(上海)新材料科技有限公司承接该项工程,公司用近三年内开发成功的水性低表面处理底漆,配套水性中层漆、水性面漆,用于港机外侧涂层的大修。
从总体情况分析表明,水性涂料配套性能良好,附着力优异;漆膜外侧无明显气泡,流挂针孔、起皱等漆膜弊病;尤其是适应于无气喷漆,施工性能良好,这是保证漆膜质量的关键。
工程进行开始前,我们相应开展了三项工作:
1. 在开发以水性低表面处理底漆为主的全套水性的基础上,加强了对它们施工性能的研究,以适应工程的需要;
2. 调查待大修港机外侧漆膜现状。
①旧漆膜配套和类型:
在现场我们采用MEK(二甲苯或甲乙酮)擦楷法,判断出旧涂层的面漆为丙烯酸聚氨酯。结合当时设计和业主的记录,确定旧涂层的配套方案为:环氧富鋅底漆,环氧云铁中层漆、丙烯酸聚氨酯面漆。
②旧漆膜附着力:
用两种方法测定旧涂层的附着力。一是ISO2409划格法附着力,由于漆膜厚度﹥150mm,划格刀距为3-4mm。检测结果为1级。二是ISO4624(液压式易高拉拔仪)拉开法附着力。测试结果表明,大部分测点值为>5MPa,破坏形式为B/C,说明环氧富鋅底漆与环氧云铁中层漆的附着力是好的,但面漆与中层漆的附着力不好。
③锈蚀状况调查:
我们在调查中发现,电焊缝、切割切、螺丝帽、灴校正反机械损伤等应力腐蚀部分,锈蚀最严重;港机中由于南向立面太阳直射,腐蚀比北向严重;港机中局部部位长年积水,引起涂层发霉、剥落、锈蚀。总体调查表明,港机外侧涂层锈蚀面积已大于5%以上。按ISO4628标准判定(Ri 3级>1%)必须全面进行大修。
④旧涂层膜厚检测:
由于港机涂装施工时,未进行有效的涂装管理,如认真预涂,控制喷嘴孔径等造成涂层均匀程度差,漆料严重超耗等,经检测,旧涂层平均膜厚为220mm,标准偏差高达25mm以上,大修时,可适当减少膜厚。
3. 拟定港机涂层大修配套方案及施工工艺,报港区领导审批,,并组织安排施工时间。
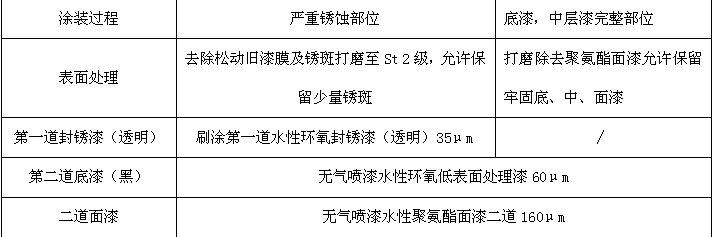
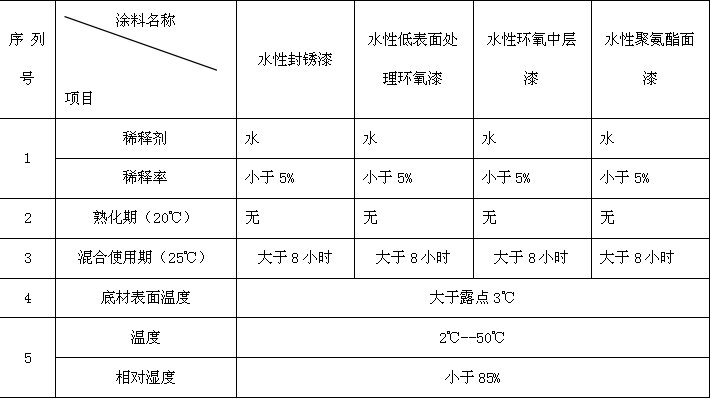
二.港机外侧涂层大修配套方案
本着节能环保的原则,针对漆膜调查结果和本公司水性涂料的优异特性,设计采用以水性环氧低表面处理底漆为主体的配套方案。
如表1所示:
表 1港机外侧涂层大修配套方案
上海新材料科技有限公司设计原则:
1.涂层有一定的防腐蚀能力:
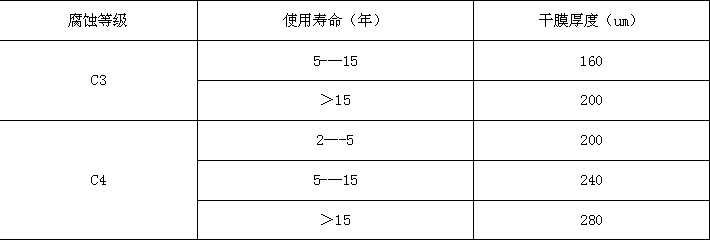
业主要求大修涂层有十年的防腐寿命,按ISO12944-5国际标准,在C4腐蚀大气环境条件下重新涂底漆的涂层,必须超过干膜240mm,漆膜的涂层已超过300mm;对于有底中层漆的老涂层附着力﹥5.0MPa;复涂后膜厚更厚;总体涂层有十年的防腐寿命。
表 2 ISO12944-5其他底漆之涂层厚度、腐蚀等级和预期涂层寿命的关系。
2.节能、环保是涂层设计的关键:它包括三个含义:
①表 1 配套中,从底漆、中层漆、面漆均为水性漆料,VOC<50g/ L;
②配套涂料中,不含Pb、Cr、Hg、Cd等重金属离子。
③封锈漆及底漆均为低表面处理涂料,它又称表面容忍涂料,它可以复涂在手工除锈表面达到GB8923的St2表面;旧漆膜表面如环氧、聚氨酯、醇酸、氟碳等旧漆表面,我公司的低表面处理涂料还可复涂在氯化橡胶、丙烯酸旧涂层上面;用高压水或湿喷砂处理的带闪锈的钢材表面。与喷砂工艺相比,应用低表面处理涂料,每个平方可省表面处理费用15元,不仅降低能耗,而且减少了粉尘与噪音,对环境的污染。
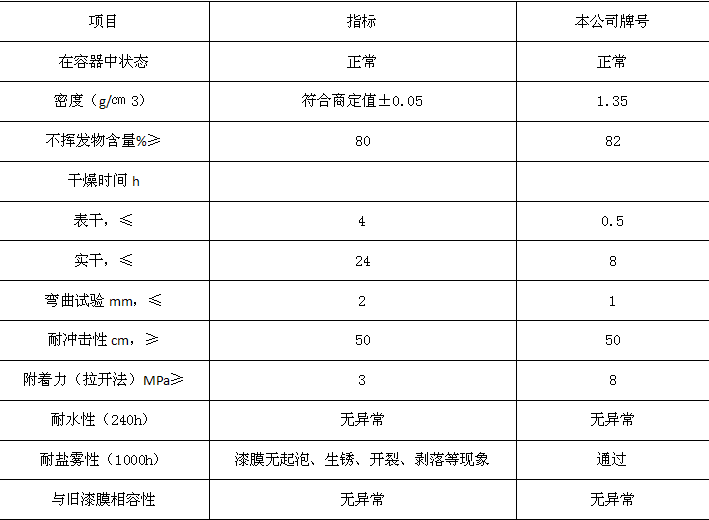
2013年,我国化工部已颁布了相关标准,HG/T4564-2013公布了低表面处理环氧涂料的技术标准。表 3 为我公司的环氧低表面处理底漆和标准的比较表。
表 3 环氧低表面处理底漆性能与标准的比较表
④配套涂料的施工性能能符合港机现场大修的工艺需要。如水性聚氨酯面漆,它是一种可复涂的涂料,无最大涂装间隔,增加涂装工艺的宽容性。
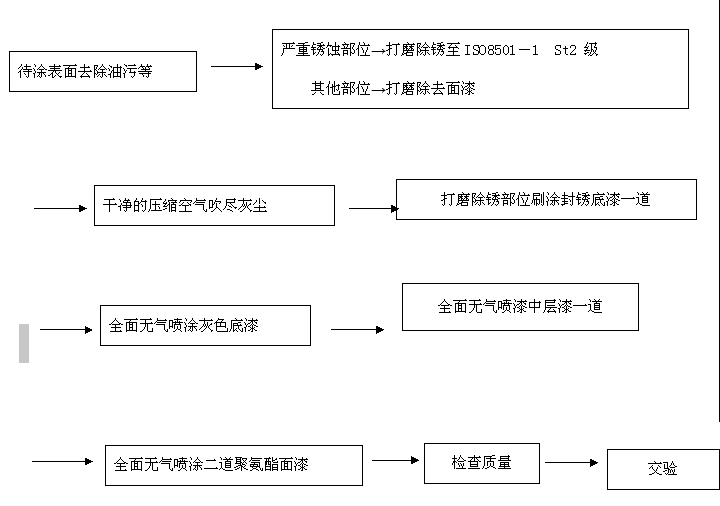
三.港机漆膜大修涂装工艺设计:
1、涂装工艺流程:
根据港机结构特点,结合水性配套涂料的优良性能,我们设计的涂装工艺流程为:
2.表面处理
涂层大修工程均采用动力工具的清洁办法.严重锈蚀部位除去松动的锈蚀层、旧涂层和其它有害物质。打磨除锈的工具有砂轮、砂纸盘、旋转钢丝盘、气铲、笔型钢丝刷等。其中电动、风动砂轮用于去除毛刺、清理焊缝、打磨厚锈层等、最好达到ISO8501-1 St2级标准。
ISO8501-1 St2级标准的文字定义为:要求彻底的手工和动力工具清理,即在不放大的情况下进行观察时,表面应无可见的油脂和污垢,并且几乎没有附着不牢的氧化皮、铁锈、油漆涂层和异杂物。用标准照片进行对照。
在其它部位,必须打磨去掉旧面漆,保留完整的底漆和中层漆漆膜。打磨后,立即用干净的压缩空气吹尽表面灰尘。
3.无气喷涂技术
为保证质量,第二道低表面处理环氧漆、聚氨酯面漆、均需用无气喷涂法,操作中,应掌握下列技术关键:
⑴涂料的开罐搅拌
涂料开罐前,确认其牌号、品种、颜色批号,并作详细记录。双组份涂料在加入固化剂前,首先将主剂A组分充分搅拌均匀,再将固化剂按比例加入后,需再次搅拌均匀。高温期间避免在太阳直射下搅拌混合。不能使用木棍等搅拌,必须用动力工具搅拌。超过了混合使用期的水性涂料必须丢弃。
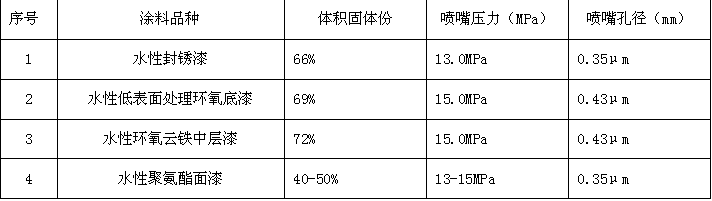
⑵涂料施工技术参数(见表3)
⑶无气喷涂的压力与喷嘴选择要求
大修涂料推荐喷嘴与压力的选择:(见表4)
(表4)
4.干燥性能与涂装间隔
港机涂层大修系高空作业,水性配套涂料快干,涂装间隔时间宽容,适宜工艺操作。干燥时间及复涂间隔时间的合理掌握,是保证涂料层质量的关键。
近年来,很多涂层质量事故是由此而引起,教训十分深刻。下(表)为本公司配套涂料拟定的干燥性能和涂装间隔,施工单位必须严格遵守。
表 5 配套涂料的干燥性能与涂装间隔
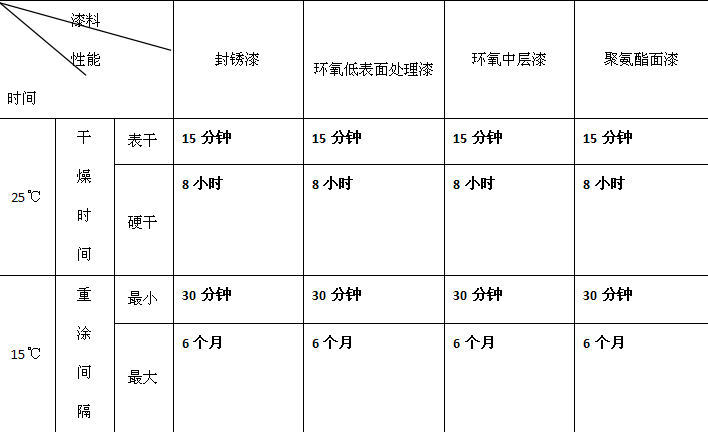
操作施工中,底涂若超过了最大涂装间隔,涂层必须重新作打磨处理,以免影响涂层间附着力。